





模具百科
常见塑料件的模具进胶问题的分析
作者: 海川模塑
浏览:
次
发布时间:2019-11-27
注塑模具主要有两种流道流道分为冷流道和热流道
冷流道分为
- 大浇口,
- 三板模细水口,
- 绝缘浇口,
热流道分为
- 开放式(大浇口,点胶口)
- 针阀式(顺序阀,单点针阀)
冷流道
冷流道
三板模细水口
便于产品的注塑,尤其PC,硬PVC和ABS的盒件,杯体等
绝缘浇口
假热流道,节约成本,注塑机喷嘴不能退,否则会堵住
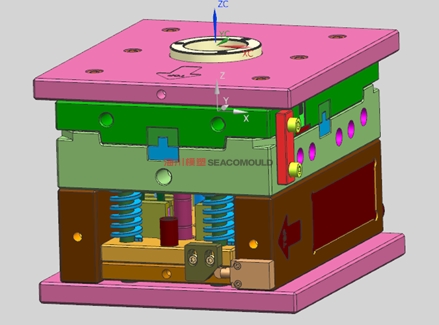
开放式热流道
热损失比较少,没有料把,节约成本
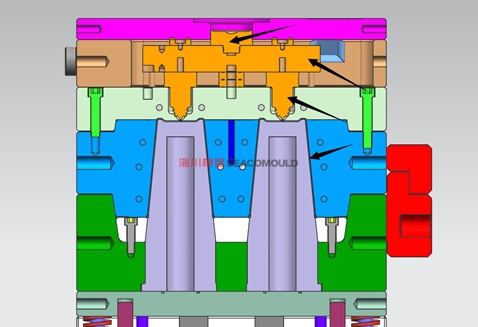
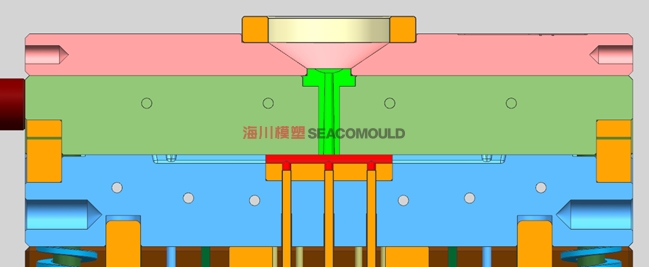
开放式热流道大浇口(反进胶)
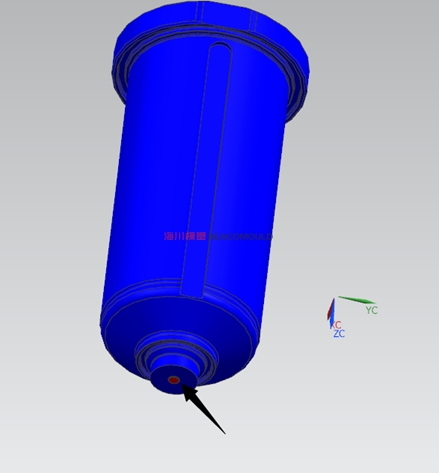
开放式热流道点浇口
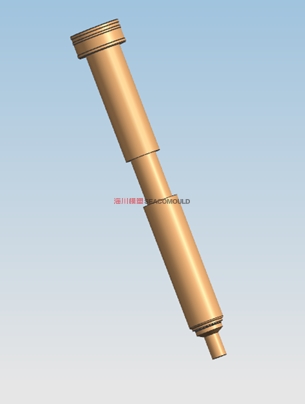
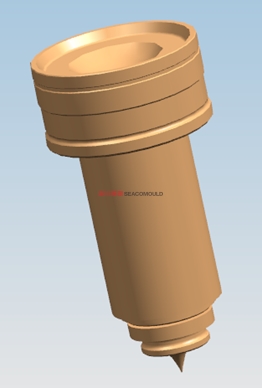
单点针阀式热流道
单点针阀式热流道,产品表面无需修剪,比较平针,A面(型腔表面)要求高的用这个,以及薄壁或者注塑压力比较大的
多点针阀式热流道

多点针阀式顺序阀热流道,要求较高的汽车件,其它外观件,调试熔接线,表面气纹,亮斑等
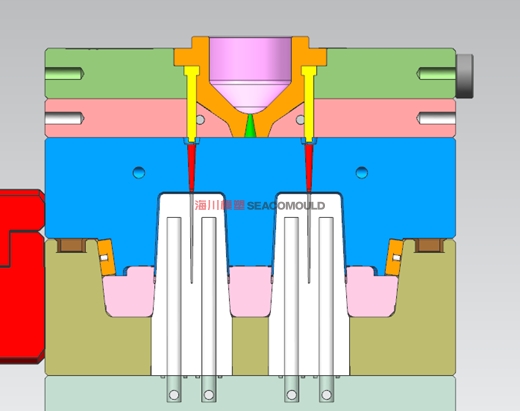
热流道冷浇口
热流道再分冷流道,热流道成本相对较低,便于产品排布
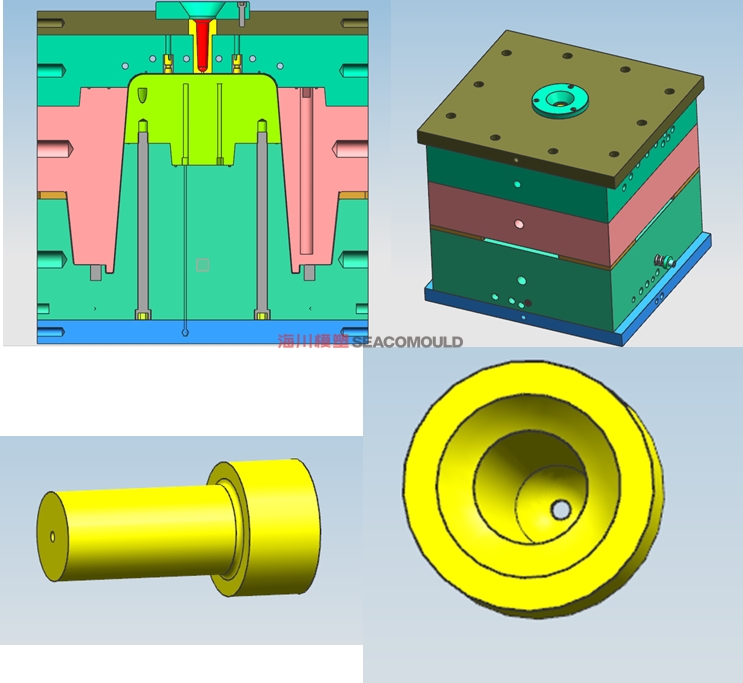
半热流道
半热流道,成本较低,便于选择进胶位置
冷流道
下图是冷流道,流道有圆形,梯形,U型等,流道进胶要考虑平衡,流道分为主流道,分流道,流道的直径从大到小,主流道大于分流道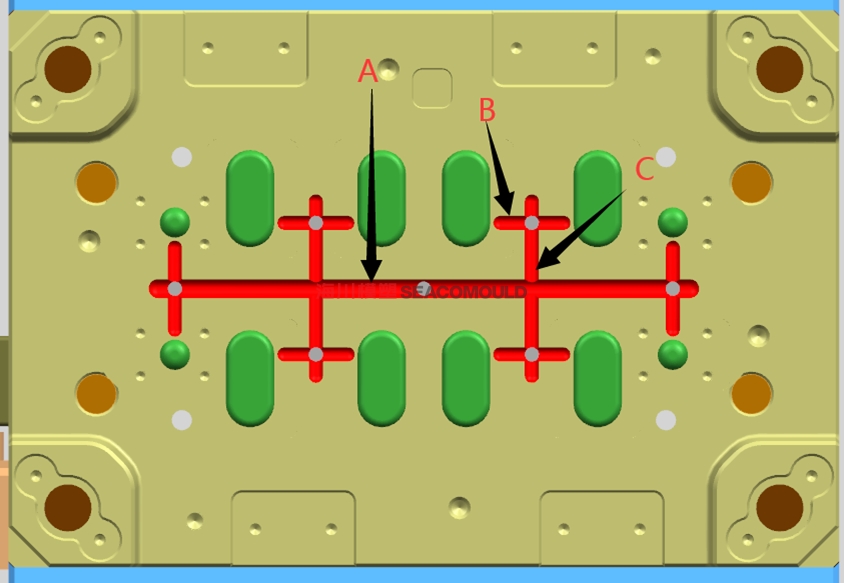
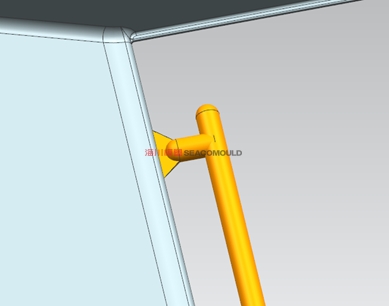
冷流道扇形浇口
冷流道边浇口

浇口形式