模具百科
注塑模具进胶问题汇总,20年经验总结(内部培训)
作者: 海川模塑
浏览:
次
发布时间:2019-11-27
进胶分析
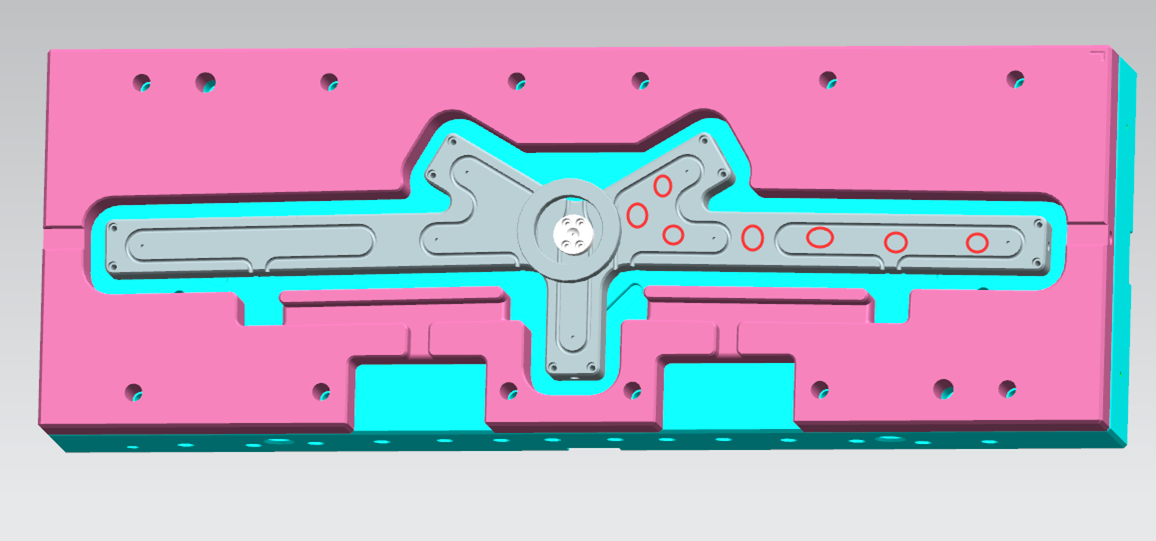
流道均衡的情况下,要考虑流道便于冷料的储存,减少注塑时产品表面形成冷料,蛇纹,气纹,这与浇口的大小,形状,进胶位置都有关系。进胶位置在产品的侧壁的底部,射胶后,反上去,这样不容易产生蛇纹和冷料,汽车件的亮条,车灯的装饰圈。冰箱件多是这样,有的还在产品下面做进胶筋位,和这个也类似。
流道有缓冲
冷料储存,产品进胶处比较好调试
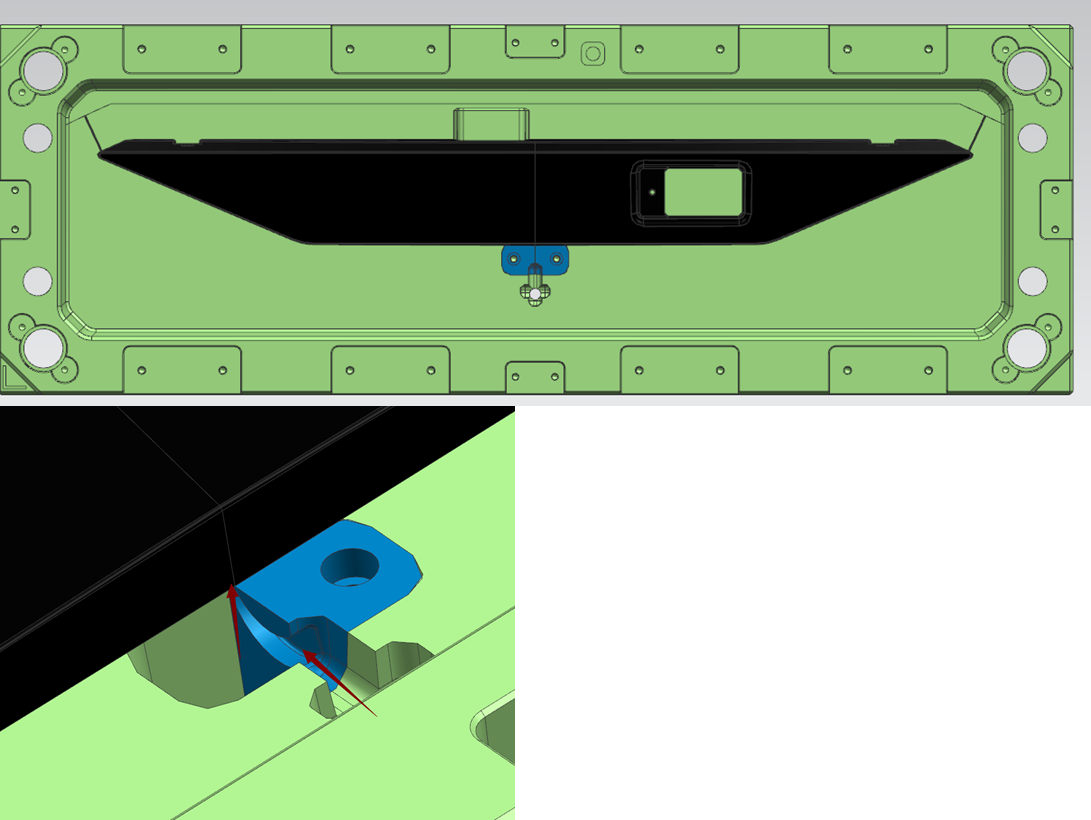
汽车软胶进胶注塑问题分析
修改前,产品进胶位置有冷料,修改后,问题解决
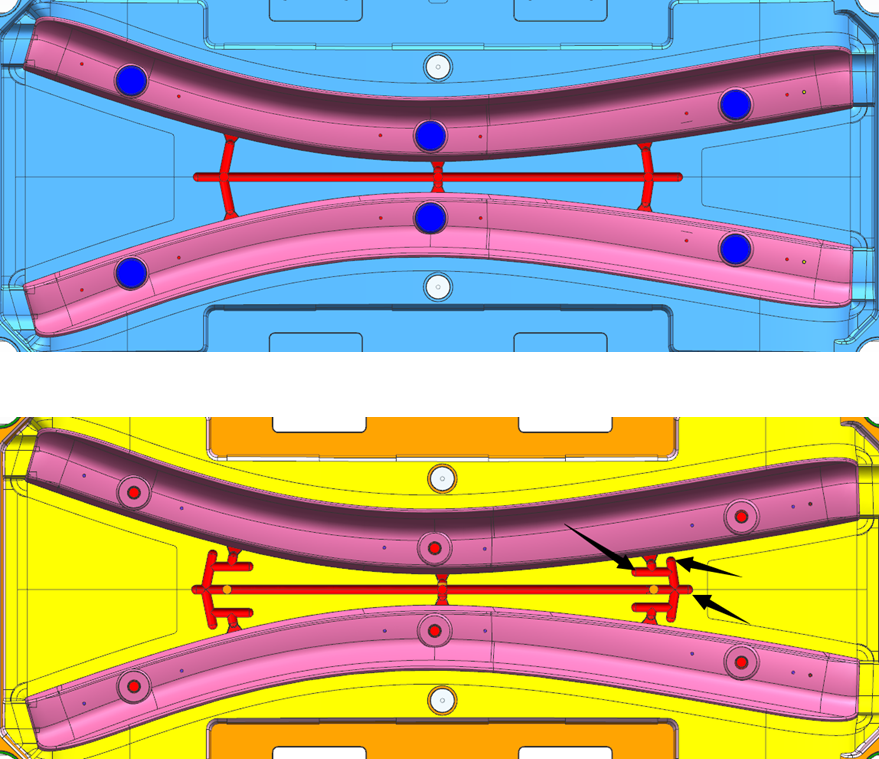
汽车格栅注塑问题分析
修改前,产品两端注塑不满,如果加大压力,产品中间碰穿孔有飞边,进胶位置胀模飞边修改后,产品很容易注塑成型,进胶处无飞边

汽车模具注塑进胶问题分析及对策
修改前,产品两端注塑不满,如果加大压力,产品中间碰穿孔有飞边,进胶位置胀模飞边修改后,产品很容易注塑成型,进胶处无飞边

修改前

修改后
模具进胶问题分析及总结1
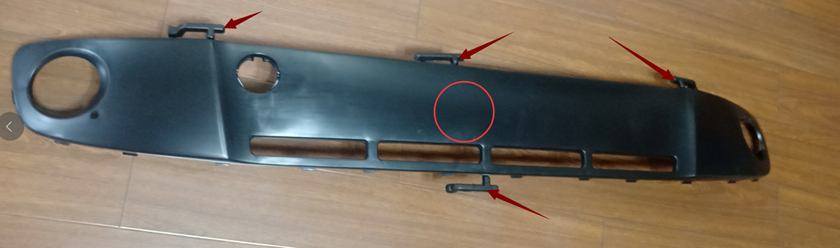
浇口多,反而不好调试,中间两点浇口对冲容易出现气纹
一副进胶比较合理,浇口在产品同一侧,比较好调试
模具进胶问题分析及总结2
热流道温度与注塑机温度不一致,进胶温度和热流道温度不一致产生太阳晕,,冷料或者热流道温度太烫引起的,色差,很难解决,现在联系热流道厂家,尝试解决。