





模具百科
注塑模具熔接线缺陷分析和故障排除
作者: 海川模塑
浏览:
次
发布时间:2019-12-17
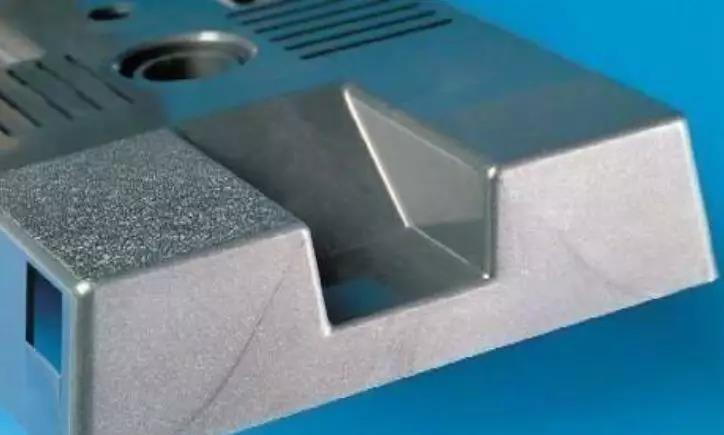
什么是熔缝线?
模具熔接线,是模具注塑产品中许多缺陷中最常见的。除少数几个非常简单的注塑零件外,它们出现在大多数模具注塑零件上(通常以直线或V型槽形式出现),特别是需要使用多浇口模具和嵌件的大型复杂零件。
模具熔接线不仅会影响塑料零件的外观质量,而且会在不同程度上影响塑料零件的机械性能,例如冲击强度,拉伸强度,断裂伸长率等。此外,熔接痕迹还会对设计产生严重影响产品的使用寿命和塑料部件的使用寿命,因此应尽可能避免或改进。
熔接线的主要原因是当插入物,孔,流速不一致或填充流中断的区域时,熔融塑料会在型腔中碰到,发生多个熔体的汇合。填充浇口时,材料无法完全混合。
模具熔接线不仅会影响塑料零件的外观质量,而且会在不同程度上影响塑料零件的机械性能,例如冲击强度,拉伸强度,断裂伸长率等。此外,熔接痕迹还会对设计产生严重影响产品的使用寿命和塑料部件的使用寿命,因此应尽可能避免或改进。
熔接线的主要原因是当插入物,孔,流速不一致或填充流中断的区域时,熔融塑料会在型腔中碰到,发生多个熔体的汇合。填充浇口时,材料无法完全混合。

熔接线的原因和解决方案
温度太低
低温熔体的分裂和会聚性能差,并且容易形成熔接线。如果在同一位置熔接塑料部件的内表面和外表面,则通常是由于材料温度过低导致熔接。在这点上,可以适当地增加机筒和喷嘴的温度,或者可以延长注射周期以促进温度升高。同时,应控制模具中冷却水的通过量,并适当提高模具温度。
通常情况下,塑料零件的熔接强度很差。如果对模具中的熔缝的对应部分进行局部加热以提高成型部件的被熔部分的局部温度,则可以提高塑料部件的被熔部分的强度。
如果由于特殊需要而需要低温成型工艺,则可以适当增加注射速度和注射压力以改善熔体的汇合。也可以在原料配方中适当添加少量润滑剂,以改善熔体的流动性。
通常情况下,塑料零件的熔接强度很差。如果对模具中的熔缝的对应部分进行局部加热以提高成型部件的被熔部分的局部温度,则可以提高塑料部件的被熔部分的强度。
如果由于特殊需要而需要低温成型工艺,则可以适当增加注射速度和注射压力以改善熔体的汇合。也可以在原料配方中适当添加少量润滑剂,以改善熔体的流动性。
模具缺陷
铸模系统的结构参数对流动材料的熔接条件有很大的影响,因为熔接失败主要是由熔融材料的分裂和会聚引起的。因此,应尽可能采用分流较少的闸门形式,并应合理选择闸门位置,以免出现不一致的填充率和中断灌装流。如有可能,应使用单点浇口。由于浇口不会产生多股流,因此熔液不会从两个方向融合,因此很容易避免熔接痕迹。
在结晶器的浇铸系统中,浇口太多或太小,多浇口定位不正确或浇口与流道之间的间距太大,浇铸系统的主通道入口部分和副流道的流道横截面太大小。这会导致材料的流动阻力过大,熔接不良以及塑料零件表面上的熔缝相对明显。因此,应尽可能减少闸门的数量,合理设置闸门位置,扩大闸门截面,设置辅助流路,并增大主流道和副流道的直径。
为了防止将低温熔体注入型腔以产生熔接线,应在提高模具温度的同时在模具中放置一个冷孔。
另外,塑料零件的熔接件的生产部分经常由于高压填充而产生飞边,并且在产生飞边之后熔接线不会引起收缩,因此这种飞边通常不用作故障,而是在其上形成浅槽。模具中会产生飞边的零件,以及塑料零件上的熔缝痕迹会转移到要成型的其他飞翼上。成型后将小翼去除,这也是消除熔缝故障的常用方法。
在结晶器的浇铸系统中,浇口太多或太小,多浇口定位不正确或浇口与流道之间的间距太大,浇铸系统的主通道入口部分和副流道的流道横截面太大小。这会导致材料的流动阻力过大,熔接不良以及塑料零件表面上的熔缝相对明显。因此,应尽可能减少闸门的数量,合理设置闸门位置,扩大闸门截面,设置辅助流路,并增大主流道和副流道的直径。
为了防止将低温熔体注入型腔以产生熔接线,应在提高模具温度的同时在模具中放置一个冷孔。
另外,塑料零件的熔接件的生产部分经常由于高压填充而产生飞边,并且在产生飞边之后熔接线不会引起收缩,因此这种飞边通常不用作故障,而是在其上形成浅槽。模具中会产生飞边的零件,以及塑料零件上的熔缝痕迹会转移到要成型的其他飞翼上。成型后将小翼去除,这也是消除熔缝故障的常用方法。
模具排气不良
当熔体的熔合线与模具线或模具嵌缝重合时,型腔中的空气可以从模具缝隙或嵌缝中排出。但是,当熔接线与模具线不一致或发生铆接时,无法正确设置排气孔,无法排出因流动而产生的型腔内的残留空气,在高压下强烈挤压气泡,体积逐渐变小。最后,将其压缩为一个点。由于压缩空气的分子动能在高压下被转换成热能,因此熔体的熔点温度升高。当温度等于或略高于原料的分解温度时,在融合点出现黄点。如果温度远高于原材料的分解温度,则熔合点会出现黑点。
通常情况下,在塑料零件表面的熔合线附近出现的这种斑点总是在同一位置重复出现,并且出现的零件总是在汇合点规则地出现。在操作过程中,请勿将这些斑点误认为是杂质斑点。这些斑点的主要原因是不良的模具排气,该排气是熔融材料热解后形成的碳化点。
发生这种故障后,请首先检查模具的排气孔是否被凝固的材料或其他熔融物阻塞,并且浇口处没有异物。如果清除障碍物后仍然出现碳化点,则应在模具进料点增加排气孔。也可以通过重新放置浇口来加速融合,适当减小夹持力并增加排气间隙。在工艺操作方面,还可以采用降低材料温度和模具温度,缩短高压注射时间,降低注射压力等辅助措施。
通常情况下,在塑料零件表面的熔合线附近出现的这种斑点总是在同一位置重复出现,并且出现的零件总是在汇合点规则地出现。在操作过程中,请勿将这些斑点误认为是杂质斑点。这些斑点的主要原因是不良的模具排气,该排气是熔融材料热解后形成的碳化点。
发生这种故障后,请首先检查模具的排气孔是否被凝固的材料或其他熔融物阻塞,并且浇口处没有异物。如果清除障碍物后仍然出现碳化点,则应在模具进料点增加排气孔。也可以通过重新放置浇口来加速融合,适当减小夹持力并增加排气间隙。在工艺操作方面,还可以采用降低材料温度和模具温度,缩短高压注射时间,降低注射压力等辅助措施。
脱模剂使用不当
如果脱模剂的量太大或选择的类型不正确,则会在塑料零件的表面上造成熔接痕迹。在注射成型中,通常仅将少量脱模剂施加到不容易脱模的部分,例如螺纹。原则上,脱模剂的量应最小化。
各种脱模剂的选择必须根据成型条件,塑料零件的形状和各种原材料来确定。例如,纯硬脂酸锌可用于除聚酰胺和透明塑料以外的各种塑料中,但当与油混合时可用于聚酰胺和透明塑料中。另一个例子是硅油甲苯溶液,其可以用于各种塑料,并且在刷涂后可以长期使用,但是在涂覆后需要加热和干燥,使用复杂。
各种脱模剂的选择必须根据成型条件,塑料零件的形状和各种原材料来确定。例如,纯硬脂酸锌可用于除聚酰胺和透明塑料以外的各种塑料中,但当与油混合时可用于聚酰胺和透明塑料中。另一个例子是硅油甲苯溶液,其可以用于各种塑料,并且在刷涂后可以长期使用,但是在涂覆后需要加热和干燥,使用复杂。
塑料零件结构设计不合理
如果塑料零件的壁厚太薄且插入物太多,则会导致熔接不良。当形成薄壁零件时,由于熔体凝固太快,容易产生缺陷,因此在填充过程中,熔体总是会在薄壁处汇合以形成熔缝。一旦形成薄壁熔缝,塑料零件的强度就会降低,从而影响性能。因此,在设计塑料零件结构时,应确保塑料零件的最薄部分必须大于成型期间允许的最小壁厚。此外,应尽量减少插入件的使用,并且壁厚应尽可能均匀。
其他原因
当所用原料的水分或挥发物含量过高,不清除模具中的油渍,型腔中的冷填料或熔体中的纤维状填料分布不均,模具冷却系统设计不合理,熔体固化太快,插入温度太低,喷嘴孔太小,注塑机的塑化能力不足,注塑机机筒内的压力损失太大,可能导致不同程度的熔接不良。就此而言,在操作过程中,应针对不同情况分别进行原料预干燥,应定期清洗模具,应改变模具冷却水通道设置,应控制冷却水流量,插入温度增加时,应更换孔径较大的喷嘴,