模具百科
案例分析:漏斗式医疗注塑模具
作者: 海川模塑
浏览:
次
发布时间:2019-12-17
产品分析
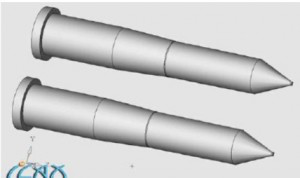
该产品的几何形状不是很复杂,但是模具结构有一定难度,主要是控制内壁的同心度,以及在固定型芯时由拉头的拉动引起的产品变形。
这种类型的产品具有广泛的用途,尤其是在医疗设备领域。通常,对于没有制造类似产品的塑料注射成型工厂,如果塑料注射成型工厂不十分重视其特性,则很难控制产品的壁厚。
在这种医用注塑成型模具结构的塑料注射模具设计中,如何避免型芯的漂移和弹性变形?固定模式滑块向外移动时,如何避免产品不能横向运行?这是这种情况的关键。
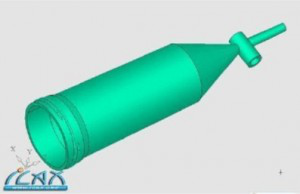
插图:产品的3D图:

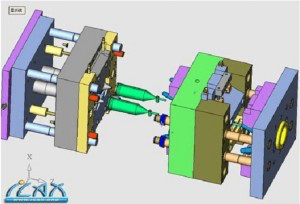
模具整体结构

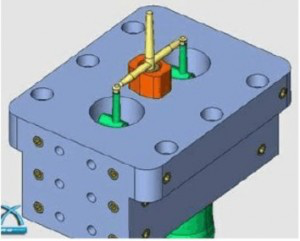
1.01动态模具芯设计。
关键是要控制动芯的刚度并最大程度地减少其弹性变形。
从上图可以看出,铁心的固定部分比成型部分长。根据我的经验,这样的模具必须达到这样的比例(不小于1:1),否则可动芯子很容易被熔融塑料偏转。 。
活动芯的内部由冷却水制成,水通过阻水片从活动模具的底板中取出和取出。
动态芯的硬度和刚性也很重要。我们采用8407,硬度为HRC48。由于产品是透明的,因此表面进行了抛光和镀钛。不仅如此,动态磁芯的定位和紧固也非常重要。
1.02核心板设计
上图中的定位套被压入芯板,这两个也可以制成一个整体。 (但是处理很麻烦。)我们可以看到芯板与可移动模板的凹壁相匹配,并且所有侧面都是斜角的。定位套的内壁和动模芯的表面也倾斜,因此当型芯压板紧紧压在动模芯上时,动模芯的定位精度和刚度是最佳的。
如上所示,六个10mm内六角螺钉可以将可动芯牢固地固定到可动模具上。同时,上图中的蓝色定位套的外圈也是可动模具滑块的定位。另外,型芯板的加工要点是在压入定位套后必须一次加工内,外坡度。否则,将不能保证动模芯的定位精度,整个模具可能会产生偏差。
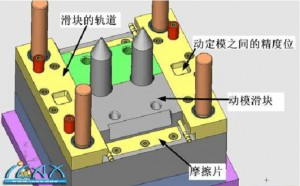
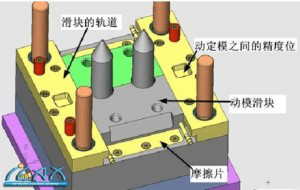
1.03移动模式滑轨设计
对于这种医疗注射成型,滑块的轨道上附着有硬化材料。我不同意使用厚的模板挖槽,因为它会变形,严重影响导杆和导套的定位精度。如果未安装凹槽,则模具寿命不长。如果打开凹槽并添加硬块,则模具的体积会增加,这不符合成本效益。一般来说,动模具有较大的滑块结构,所有功能机构都应在该轨道表面上,并且位置非常紧。因此,放置时必须注意布局,因为它已经淬火并且很难更改。下图的轨道上布置有:尼龙胶钉,内六角螺钉,精密定位,导套和其他零件。
1.04限位螺丝设计
医用注塑成型的“漏斗”产品相对较长,有效弹出距离为110mm,因此可以平稳地取出产品,但用于设置极限螺钉的空间仅为50mm(底板+芯板-螺钉头-台阶厚度)。也就是说,限位螺钉的空间不足。一般的处理方法是在模具外部增加限位拉板,这很麻烦,拉板的固定螺丝经常断裂,经常影响生产。我在这里介绍一种非常简单方便的方法供参考。见下文:
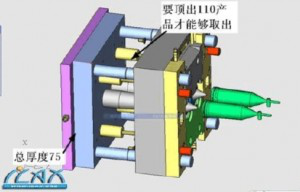
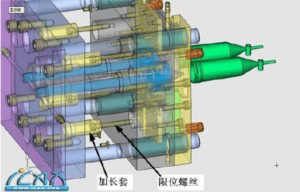
我在设置限位螺钉的地方加了一个套筒,一切变得非常简单。此方法可以扩展。如果弹出距离较长,则可以进行双层扩展,甚至可以进行三层扩展。详细结构请参见下图。

1.05可移动模式滑块的设计
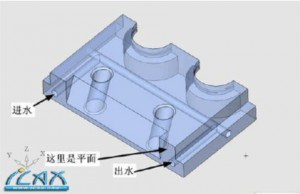
该滑块是非常传统的塑料注射模设计,我在这里做了一些改进。一般的塑料注射模具设计在滑块的外部是一个斜面,但是我在这里留了一点平面。这样做的优点是它不会增加加工成本,但是在该平面上,火花机非常方便加工,并且水接缝可以在该平面上,避免了在坡面上攻螺纹的麻烦。
1.06固定模式之间的定位
见下文 :
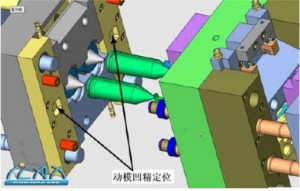
动模侧的精密定位直接在动模轨道上进行,动模轨道由Cr12Mov制成,硬度为HRC52〜56。
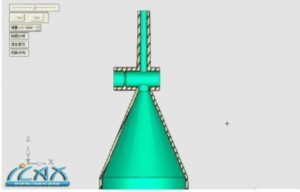
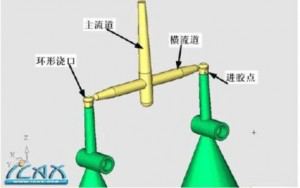
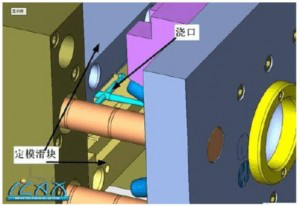
2.01门设计
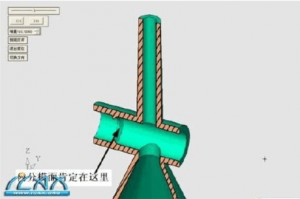
与其他“试管”模具不同,该零件的浇口设置有些特殊,因为在产品末端的通孔直径很小,根本就没有刚性,并且熔融塑料的流动也有偏差。因此,我使用了一种特殊的闸门,它是“爪形”闸门的一种变体,如下所示:
尽管固定模芯的直径很小,但是由于固定模头滑块的夹紧,根部仍然具有很大的强度。当熔融塑料流从端面进入时,型芯由型芯向内送入,高级塑料将型芯固定住。填充塑料使芯材瞬间具有强度。在材料力学计算公式中,简支梁的L值最小。但是,简支梁的变形量与长度L的四次方成正比。我们已经做过很多类似的模子,并且该浇口具有良好的效果。
确定门后,就可以设计固定模式滑块。
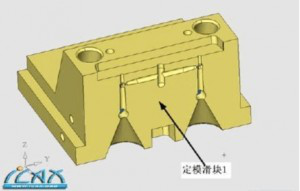
2.02固定模具滑块设计
固定模式滑块的形状是这样的,外部分型线一定在中间,而内部分型面必须在型芯的台阶上。见下文:
根据滑块的位置,滑块的侧面较短,如下所示:
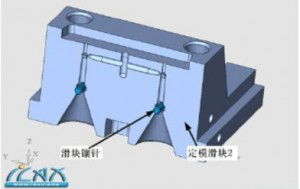
可以肯定的是,当两个滑块分开时,产品将粘在固定的模具滑块2上,并与滑块2一起拉动,并且由于可移动的模具芯悬挂在产品的中间而将产品拉出。由于固定模具滑块2的形状,内轮廓和外轮廓在一侧,因此滑块针不允许有脱模斜率,并且包绕力很大。因此,我将推力装置安装在固定模具2的一侧。首先,有一个推杆,当分离滑块时,推杆不会移动,请参见下图。
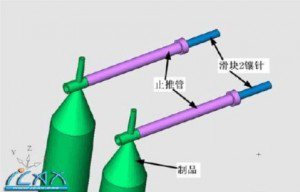
这样,滑块2的推力管被固定。
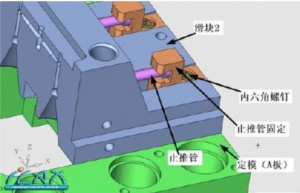
从上图可以看出,推力管相对于A板是固定的。但是,插入件固定在滑块2上,滑块2与滑块2一起向外移动并与物品分开。
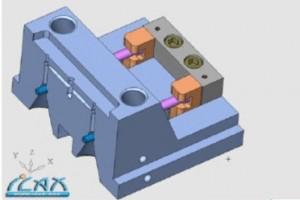
这种经典的滑块机制如下所示:
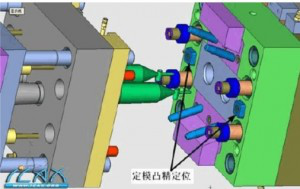
2.03固定模式滑块的位置
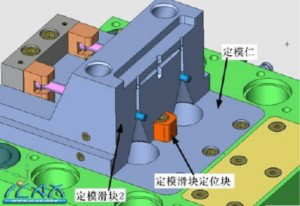
通常,这种开放轨道的大滑块机构容易使滑块的定位不稳定,因为滑块被锁定块的倾斜表面挤压,很小的位移也将对产品的外观产生很大影响。特别是产品的形状,锥度部分在固定模具滑块上,笔直部分在固定模具的大型嵌件上。如果偏离0.05mm,产品形状将变得难看。因此,在这套模具中,固定模滑块的定位机制对产品的外观质量起着重要作用。
我以这种方式设计了这种定位机构,结构非常简单,但是它在固定模式滑块和固定模头中起着精确的定位作用,并且还可以在固定模头滑块1、2之间进行精确的定位。
2.03固定模式滑水
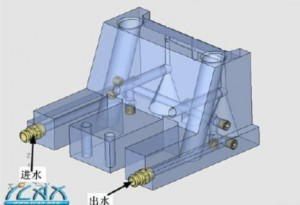
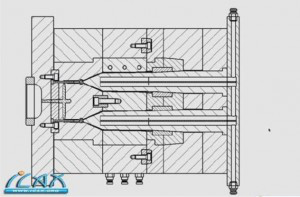
2.04模具输水设计
固定模具的设计在注塑厂非常传统。没有特别的地方。从上图可以看出,冷却水回路分为三层。因为考虑产品的特性,所以要求产品与其他零件(旋转阀)之间的配合是水密的,并且产品的圆度要求较高。因此,首先要确保模具温度非常稳定,然后再考虑如何成型产品。固定模具的型腔加工应在加工前用两个大滑块定位。最终抛光也是如此。
2.05移门
看下图,可以说门不可用。它将停留在两个滑块的中间。这很麻烦。
但是,出乎意料的是有意外的惊喜。当闸门互相拉动时,首先断开一侧,然后断开没有破损的一侧的产品。
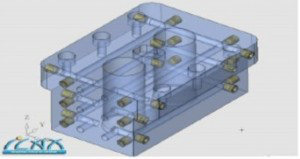
模具的整体结构如下所示: